


Research Progress on Recovery, Treatment and High-value Utilization of Cheese Whey Wastewater
-
摘要: 干酪生产中产生大量的有机废水,未经处理排放不仅对环境危害极大,同时浪费大量的资源。本文在介绍干酪乳清废水主要成分的基础上,综述了近年来国内外干酪乳清废水的处理方法和资源化利用方面的相关研究报道。着重介绍了干酪乳清废水中主要成分的膜法回收技术、干酪乳清废水的处理技术以及通过物理、化学和生物方法完成由乳清废水向生物燃料(氢气、甲烷和乙醇)、电能和化学商品(乳酸、丙酸和生物聚合物)的转化。针对上述研究现状,展望了干酪乳清废水处理方法的实施前景,旨在将不同回收利用路线进行更合理的整合,以确定干酪乳清废水的最佳处理方式。Abstract: Cheese production produces a large amount of organic wastewater, and untreated discharge is extremely harmful to the environment, which also wastes many resources. Based on introducing the main components of cheese whey wastewater, this paper reviews the treatment methods and resource utilization of cheese whey wastewater at home and abroad that have been used in recent years. The paramount manners of whey wastewater treatment and use are the membrane recovery technology of the main components of the cheese whey wastewater, the treatment technology of cheese whey wastewater, and the physical, chemical, and biological conversion of whey wastewater into biofuels (hydrogen, methane, and ethanol), electrical energy, and chemical commodities (lactic acid, propionic acid, and biopolymers). In view of the above research status, the prospect of the implementation of cheese whey wastewater treatment method is prospected, which aims to integrate different recycling routes more reasonably to determine the best treatment method for cheese whey wastewater.
-
Keywords:
- cheese whey /
- organic wastewater /
- ingredients /
- biotransformation /
- recycling
-
干酪乳清废水是生产干酪、干酪素过程中产生的黄绿色副产品,是一种重要的废水类型,全球每年干酪乳清的产量估计约为1.90×108吨[1]。由于乳清废水高有机负荷,常被认为是乳制品行业的主要污染废物流[2]。目前,国内大部分企业将干酪乳清废水作为一般食品工业废水进行排放,这不仅污染环境,而且浪费大量资源[3]。因此,资源化干酪乳清废水已成为企业亟待解决的难题。
乳制品废水处理技术可分为三类:回收处理技术、初级处理技术、生物处理技术[4]。回收处理技术(如膜分离)被用来回收或去除难处理的有机物质,如酪蛋白、乳糖[5]。初级处理技术(如气浮、混凝-絮凝、电化学和吸附等物理化学方法)用于去除油、悬浮固体和脂肪。生物处理技术用于去除富集营养物质和有机物[6-7]。目前现有的好氧生物处理技术中,传统的活性污泥处理在经济上是不可持续的,由于乳制品废水的有机负荷很高,曝气将需要大量的氧气、产生剩余污泥并消耗较大能量[8]。厌氧消化、发酵、生物电化学系统和生产生物聚合物等厌氧生物处理技术,具有将干酪乳清废水的处理与生物能源和生物化学品的生产在温和的温度(20~55 ℃)条件下相结合的优势[9-10]。
本综述的目的是总结并讨论乳清废水的回收与高值化利用方法,基于对现有方法的潜力、前景和局限性的考量,对从乳清废水中回收资源的方法进行了洞察,以提高我国乳清废水的高值化利用。
1. 干酪乳清废水的成分
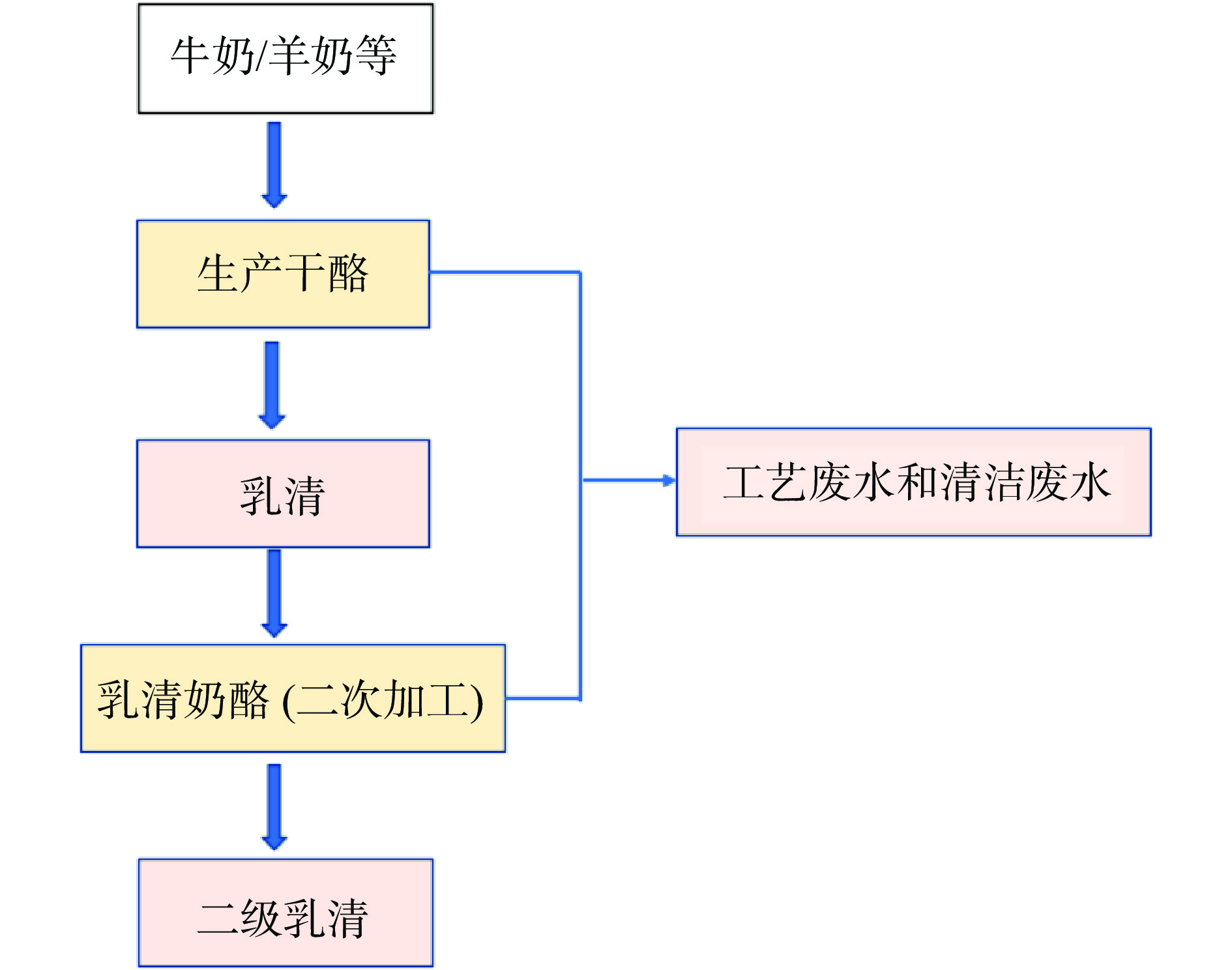
如图1所示,干酪生产通常会产生三种不同的废物流,包括乳清和二级乳清(来自奶酪、乳清干酪和白干酪的生产过程)和乳制品废水(来自发酵罐冲洗废水和清洗废水)[11]。
干酪乳清废水的成分取决于干酪生产过程、奶源(绵羊、山羊、奶牛或水牛)以及使用的水、清洁剂和消毒剂的量。干酪乳清废水中水分占90%以上,化学需氧量(COD)和生化耗氧量(BOD)浓度分别为50~102和27~60 g/L,pH在3.8~6.5,上述特点的具体数值取决于乳清类型(酸性或甜味)和低碱度[12]。一般情况下,废弃乳清占牛奶体积的85%~95%,保留约55%的牛奶营养成分(维生素和矿物质)[13]、20%的牛奶蛋白质和90%的乳糖[14]。乳清废水还含有0.46%~10%钠盐、钾盐和钙盐,乳清蛋白(β-乳球蛋白、α-乳白蛋白、血清白蛋白)约占0.6%[14]。由表1可以看出,废弃乳清和牛奶相比较,水分、乳糖和无机盐含量较为相似[15]。由此可见,开发利用乳清废水中的有效成分将有极大的价值空间。
表 1 废弃乳清与牛奶营养成分比较Table 1. Comparison of nutrient composition between waste whey and milk2. 干酪乳清废水中主要成分的膜法回收技术
干酪乳清废水中的主要成分(酪蛋白、乳糖、乳清蛋白)不仅可以促进人体的发育、增强人体免疫力、降低患病几率,在食品、药品、工业及建筑等领域都具有一定的作用[16-17]。酪蛋白又称干酪素,是一种优质蛋白质,可作为一种重要的食品、纺织、医药、化妆品原料[18-19]。酪蛋白因具有优良的稳定、黏合、耐水、保水、成膜和乳化等特性,被广泛应用于化工、皮革、建筑等领域,是一种理想的绿色黏合原料[20-21]。乳糖是一种结构明确的化合物,属于还原糖,是以单分子形式存在于乳中的唯一双糖[22]。可将乳糖进行修饰或通过生物技术转变为乳糖醇、乳酮糖、乳果糖等,主要用作食品配料[23-24]。除此之外,乳糖可用作固体药剂的填充剂、主流剂、崩解剂、润滑剂和黏合剂等[25-27]。乳清蛋白是一种具有较高的消化率、蛋白质功率比和利用率的全价蛋白,是蛋白质中的精品[28]。由于乳清蛋白具有良好的生理功能与营养特性,经常被应用在食品加工行业中[29-30]。
膜分离被认为是最有效的水净化技术和工业废水处理技术之一[31-36]。膜技术依赖于微滤、超滤、纳滤和反渗透中的孔径变化以及筛分或扩散的分离机制[37]。在水净化和废水处理中应用最广泛的膜是超滤膜[38]。在这一领域,随着聚合物膜的不断完善,膜技术的发展也在不断加快。聚合物由于其易于处理和改性,以及价格合理等特性,提升了膜技术。聚丙烯腈(PAN)、醋酸纤维素(CA)、聚醚砜(PES)、聚砜和聚偏氟乙烯(PVDF)是常用的成膜材料[39]。聚醚砜(PES)是目前废水处理中应用最广泛的膜材料。PES具有良好的的机械性能和独特的耐化学腐蚀能力,有利于膜的制备。此外,PES具有独特的稳定结构,是一种具有高冲击强度的材料[40]。
2.1 酪蛋白的膜法回收
国内生产酪蛋白的原料为鲜奶和曲拉两种,其中以曲拉为原料生产时乳清废水中有较多的固形物,故需对乳清废水提前做预处理[41]。在乳制品废水的深度处理过程中,超滤技术(UF)以其操作压力低、节省能源和空间、占地面积小、无二次污染等优点受到越来越多的关注[42]。Miao等[42]采用聚偏氟乙烯(PVDF)材质的超滤膜和死端过滤装置对经过相转化法制备的酪蛋白溶液进行过滤。实验结果显示,将酪蛋白溶液在0.10 MPa下过滤120 min,回收率较高。李亚萍等[43]在超滤的基础上应用连续膜法过滤的提取技术,通过单因素实验和正交试验以最佳工艺参数实现酪蛋白的回收,二次回收的酪蛋白可达到工业级标准。甘伯中等[44]采用连续膜法过滤的提取技术,将干酪乳清废水通过超滤膜和纳滤膜,使酪蛋白与干酪乳清废水分离,经喷雾干燥后每吨废水可获得1.5 kg的酪蛋白。此项技术回收酪蛋白的效率可达81.7%~85.7%。
然而,在回收这些蛋白质类物质时会对超滤膜产生无法避免的污染,这些蛋白质类物质容易在膜表面吸附和积累,在较短的过滤阶段就会造成一定的膜污染[45]。因此,寻找合适的控制策略应对蛋白质类物质引起的膜污染问题,是UF技术在乳品废水处理领域广泛应用的关键。已有研究团队证实,将干酪乳清废水提前预臭氧化处理可有效缓解蛋白质类物质对超滤膜的污染[42]。干酪乳清废水提前预臭氧化后,膜与酪蛋白、酪蛋白与酪蛋白之间的疏水键和氢键被破坏,从而导致膜表面酪蛋白的相互作用力随着臭氧浓度的增加而不断减小。这极大减轻了污染物在膜表面的吸附和沉积。
2.2 乳清蛋白的膜法回收
膜技术因其节能而受到广泛关注,乳清通过超滤获得的乳清蛋白浓缩物(Whey protein concentrate,WPC)具有较高蛋白质含量和良好的功能特性[46]。Sangita等[47]分别采用30和10 kD截留分子量的PES膜,通过两级超滤(UF)从乳清中分离酪蛋白,详细分析了pH和膜盘旋转对超滤的影响。实验表明,在30 kD的PES膜UF阶段中,大部分牛血清白蛋白(BSA)、乳铁蛋白(Lf)和免疫球蛋白(Ig)被截留。在进料pH为2.8且PES膜旋转速度为300 r/min或更高时,在4~5 kg/cm2的跨膜压差(Trans-Membrane Pressure Drop,TMP)范围内可观察到更高的通量。最终可获得纯度为75.1%的β-乳球蛋白。
Galanakis等[48]采用错流超滤技术将乳清中的蛋白质进行回收。实验在恒温、循环通量固定的条件下,通过优化截留分子量和跨膜压差等超滤参数提高乳清蛋白的回收率。结果表明,使用截留分子量为20 kDa的PES膜和截留分子量为2 kDa PES膜的组合工艺可回收87%~90%的乳清蛋白,提高了乳清蛋白的回收率。余群力等[49]将蛋白质含量大于1.1%的干酪素乳清废水中加入低亚硫酸钠和偏亚硫酸钠进行护色处理,之后缓慢加入体积百分比浓度为10%~15%的HCl溶液,调节pH至3.4~5.0,通过双层100目筛网过滤后经高温杀菌及除臭进入超滤流程。此流程采用螺旋卷式膜通过一级两段式组合工艺进行超滤,浓缩干燥后得到乳清蛋白粉,蛋白质含量大于64%。
从干酪乳清废水中回收乳清蛋白一般采用蒸发、反渗透和膜过滤(微滤、超滤、渗透蒸发、纳滤和电渗析)等方法,而回收乳清蛋白的最优方法是膜过滤(超滤和纳滤)[50-51]。超滤(UF)和纳滤方法操作简单、能耗相对较低、更易形成工业化规模。
2.3 乳糖的膜法回收
乳糖作为乳清的主要成分之一,从乳清废水中回收乳糖可提高乳清废水加工的经济性并降低了生化耗氧量(BOD),进而减少与乳清处理相关的环境问题。乳清废水经超滤后所得到的超滤透过液中有机物含量较高。Rajeshree等[52]通过优化乳清来源、跨膜压差、截留比、膜类型、截留分子量和温度等超滤操作参数,以最大限度地提高乳糖的回收率。研究团队首先制备四种不同的乳清,确定以TMP为1.5 bar的酸性乳清为截留液,当渗透比为1:3、截留分子量为10 kDa、膜截留温度为30 ℃、膜通量为1:1时可从乳制品废水中回收近98%的乳糖。李涛[53]在实验室中利用超滤技术和纳滤设备从乳清液中提取乳糖和异构化乳糖。实验表明,单支膜运转时间为2 h,将4支膜并联可实现连续运转,分离效率大大提高。王海等[54]利用纳滤膜回收乳制品废水中的乳糖,乳糖的回收率可达到100%,而且乳制品废水的各项水质指标也达到了再生水的水质标准。Rosane等[55]利用微滤、超滤、离子交换、反渗透和喷雾干燥等方法分离并纯化乳清中的乳糖,最终所得乳糖(包括半乳糖和葡萄糖)纯度可达到99.8%。
工业上,干酪乳清加工的一个重要步骤是蛋白质部分的回收和乳清渗透物(乳糖部分)的价值转化。在应用方面,由于膜法回收技术涉及到膜的成本、膜的处理和循环利用等问题,研发选择性高、处理方法简单且污染小的新型膜材料将有效推动乳清营养成分的回收。
2.4 小结
干酪乳清废水是一种丰富的废物流,易于获取且成本低廉,适当的处理并回收其中的有效成分将是完全可行的。膜法回收技术生产效率高,使用简便,易于大规模工业化使用,是废水处理的重要组成部分。此项技术还可用于以廉价的方式回收乳糖和蛋白质等重要成分,回收后的成分可作为食品、乳制品和制药行业的低价原料[56]。此外,膜回收技术以安全的方式从废物中去除高比例的有害物质来解决环境污染问题。以合理的工业规模回收干酪乳清废水中的主要成分,将会增加工业附加值。
3. 干酪乳清废水的处理技术
3.1 物理化学处理技术
为去除乳品废水中的悬浮物、胶体和溶解成分,通常采用电化学、混凝-絮凝、吸附和膜处理等物理化学处理技术[57]。王京[58]通过一系列的实验找到对干酪乳清废水进行混凝处理的最佳方法,确定了硫酸铝-聚丙烯酰胺(PAM)处理干酪乳清废水的最适添加量、pH的最佳范围以及搅拌速率,COD去除率可高达79.3%。
电凝聚(EC)工艺是一种高效且低成本的废水净化系统。Adel等[59]研究了两种铝电极(铝合金电极和纯铝电极)在处理人工合成的半脱脂牛奶废水时的效率。在实验过程中研究团队监测了浊度、化学需氧量(COD)和铝的浓度,并考察了电流密度、电极类型和性质等参数对电极性能的影响。结果表明,铝合金电极比纯铝电极具有更高的效率。在pH为7,电流密度为14.3 mA/cm2的条件下,24 min内废水的浊度降低,COD去除率为58%。实验证明,在相同的操作条件下,电凝聚工艺的去除性能不受电极表面状态的影响。Markou等[60]使用电化学法处理经生物预处理的乳制品废水。首先,将乳品废水进行好氧处理,处理后中试出水的COD和pH分别为2500~15000 mg/L和6~7.5。之后,将氯化钠作为电解液,选用铂/钛材质的阳电极和以锆棒做为材质的阴电极,分别从COD的去除率、色度和电流密度等几个角度确定最佳工艺操作参数。实验结果显示,当电流密度为50、100和200 mA/cm2时,COD的去除率分别达到82.4%、89%和96.7%。
实际应用中,由于干酪乳清废水有机负荷高,电化学和电凝聚处理工艺对能量的需求较高。在日后的干酪乳清废水处理中,可提高待处理废水的电导率并减少电极之间的距离以降低处理过程的能耗。
3.2 生物处理技术
在工业中,由于物理化学法处理技术所用试剂成本较高、耗能较大或可溶COD去除效果较差,因此通常首选生物处理技术。在生物处理工艺中,通常采用好氧生物处理技术、氧化塘、活性污泥法和厌氧生物处理技术的方式[61]。
3.2.1 好氧生物处理技术
好氧生物处理技术的原理是利用细菌、真菌等好氧细菌和兼性好氧菌所分泌的胞外酶来降解有机物。工业上,好氧生物处理主要是通过活性污泥,活性污泥实际为一种人工培养的生物絮凝体,其处理原理主要包括微生物的代谢作用和生物絮凝体的物理化学作用[62]。Biswas等[63]开发了一种经济可行的生物处理系统,用于从乳制品废水中去除营养物质并减少COD含量。在为期30 d的试运行期间(15 d的稳定期和14 d的修复研究),发现受试废水样品中的营养物和COD含量急剧减少,化学需氧量和氨氮浓度分别降低了93%和87.2%。Rivas等[64]采用混凝-好氧生物降解组合工艺处理干酪乳清废水。首先,采用三种不同的混凝剂处理乳清废水,后采取间歇式操作进行活性污泥好氧生物降解实验(10~12 ℃,pH7)。实验结果表明,干酪乳清废水的好氧生物降解实验可将主要污染物指标(COD和BOD)降低到接近100%。这一结果表明,当干酪乳清废水通过混凝—絮凝工艺进行预处理后,与原始活性污泥系统相比,对COD的去除效率可获得一定提升。好氧生物处理技术由于有机负荷高、供氧需求大、氧传递受限、污泥产生量大、固体沉淀和浓缩困难等原因,在处理乳品废水时受到一定限制。
3.2.2 厌氧生物处理技术
干酪乳清废水常规厌氧处理方法如表2所示[65-69]。与好氧生物处理技术相比,厌氧生物处理工艺不需要曝气、剩余污泥量低、占地面积小。因此,工厂大多数处理都是在厌氧条件下进行的,一般使用上流式厌氧污泥床(UASB)和膨胀颗粒污泥床(EGSB)反应器处理干酪乳清废水。由于膨胀颗粒污泥床(EGSB)反应器具有较强的絮凝能力和较高的污泥沉降率和密实度,已主要应用于乳清废水的治理方面[70]。
表 2 干酪乳清废水生物处理方法Table 2. Biological treatment method of cheese whey wastewater处理废水类型 实验条件 实验结果 工艺条件 pH T(℃) HRT(d) COD去除率(%) 干酪乳清废水 EGSB 6.82~7.62 25.2~28 6.00~8.00 90 干酪乳清废水 UASB - 33~37 0.50~2.00 80 干酪乳清废水 EGSB 7.56~8.6 30 0.25~8.00 80 干酪乳清废水 IC 7.0~7.5 35 0.20~0.25 80 干酪乳清废水 CSRT+UASB 6.3 31 0.91~2.36 95 注:HRT:水力停留时间;EGSB:膨胀颗粒污泥床;UASB:上流式厌氧污泥床;COD:化学需氧量;IC:内循环生物反应器;CSRT:连续搅拌釜式反应器。 厌氧生物膜反应器具有容积负荷大、生物量集中、耐水力高和不需要机械混合等优点。生物膜反应器可有效去除有机物并产生甲烷,与常规厌氧处理系统相比,生物膜反应器可以显著缩短启动时间,并将有机负荷率进一步提高[71]。Paçal等[72]开发一种实验室规模的厌氧动态膜生物反应器(AnDMBR)来处理高强度合成乳清废水和真实乳清废水,经10 μm孔径的滤饼层和AnDMBR反应器处理后,COD和悬浮物去除效率为96%和85%。李鹏芳等[73]利用实验室规模的AnDMBR反应器处理乳制品废水,在35 ℃、水力停留时间(HRT)=48 h的条件下运行100 d后,对COD的去除效率可达到89%。
由于干酪乳清废水中含有大量的有机物,Al-Saned等[74]以乳清废水为基质并在厌氧阳极室中接种酿酒酵母构建微生物燃料电池(MFC),为处理乳清废水提供一种有效的方法。当MFC以最佳条件运行时,MFC对COD、总悬浮固体(TSS)、溶解性总固体(TDS)、硫酸根(SO42−)和硝酸根(NO3−)的去除率分别为92%、79.3%、62.5%、38.6%和60%。微生物燃料电池(MFC)是一种生物反应器,通过生物降解干酪乳清废水中的有机化合物,将化学能转化为电能。现阶段实际应用中由于干酪乳清废水有机负荷较高,会对产电微生物产生抑制作用。但MFC是一项很有前途的处理技术,在处理过程中发电,可以回收利用干酪乳清废水为乳制品行业提供热量和电力,是一种更可持续的废水处理方式[75]。
4. 干酪乳清废水的高值化利用
4.1 干酪乳清废水整体处理利用
干酪乳清废水可经过净化、杀菌、浓缩、喷雾干燥、包装等工序制成乳清粉、乳膏、食用蛋白和蛋白饲料,也可将处理后的干酪乳清废水浓缩再与其它营养成分混合后做成乳清饮料[76]。乌日汗[77]将新鲜乳清加热煮沸,并向乳清中加入食品添加剂和冻干沙棘粉以改善乳清的风味,经高温灭菌后制成沙棘汁乳清饮料。结果表明该乳清饮料具有较高的营养价值和抗血脂能力。
通过将干酪乳清废水分流排放,并严格控制化学混凝剂的投加量,将工艺优化后符合《农田灌溉水质标准》(GB 5084-2005)要求,可作为农业灌溉用水使用[78]。张超杰等[79]提出一种乳制品加工废水的综合处理策略,首先将乳制品加工废水用泡沫分离法回收其中的酪蛋白,之后经SBR法和膜分离法处理泡沫分离后的残余液体,分离后的浓缩液经加工可作为牲畜饲料添加剂,淡化液可作为循环冷却水或农田灌溉用水使用。当乳品废水处理后的产水品质符合国标GB 18918-2002中一级A排放标准(见表3)并远高于作为回用水的基本要求,即具有较高再生利用价值[80]。由于乳品公司和生产产品不同,工厂产生的干酪乳清废水的成分含量存在一些差异,应根据实际需求和具体应用领域扩大生产和应用。
表 3 基本控制项目最高允许排放浓度(日均值)Table 3. Maximum allowable emission concentration of essential control items (daily average)序号 基本控制项目 一级A标准 一级B标准 1 化学需氧量(COD,mg/L) 50 60 2 生化需氧量(BOD,mg/L) 10 20 3 悬浮物(SS,mg/L) 10 20 4 动植物油(mg/L) 1 3 5 石油类(mg/L) 1 3 6 阴离子表面活性剂(mg/L) 0.5 1 7 总氮(以N计,mg/L) 15 20 8 氨氮(以N计,mg/L) 5(8) 8(15) 9 总磷(以P计,mg/L) 0.5 1 10 色度(稀释倍数,mg/L) 30 30 11 pH 6~9 12 类大肠菌群数(个/L) 103 104 注:下列情况下按去除率指标执行:当进水COD大于350 mg/L时,去除率应大于60%;BOD大于160 mg/L时,去除率应大于50%。氨氮对应行括号外数值为水温>12 ℃时的控制指标,括号内数值为水温≤12 ℃时的控制指标。 4.2 干酪乳清废水的发酵利用
从上述分析来看,干酪乳清废水成分复杂,单独回收其中的活性成分是非常困难的。废水中含有丰富的糖、蛋白质、氨基酸和无机盐等营养物质,非常有利于微生物的生长[81]。因此,一些研究团队正致力于利用微生物的代谢活动,将乳清中的乳糖转化为乳酸、乙醇、沼气、乳酸、丙酸、氨基酸、柠檬酸和生物聚合物等物质[82-84]。
4.2.1 干酪乳清废水发酵产生乙醇
生物乙醇被认为是最有希望替代化石燃料的理想组分之一,因此它的全球需求正在不断增加[85]。由于干酪乳清废水中除水分外含有大量乳糖,其化学需氧量(COD)和生物需氧量(BOD)在一个较高的范围内。以往的实验中,由于乳糖转化率低和产物抑制,乙醇的产量较低[86]。
Pendón团队[87]筛选K. marxianus并将其用来发酵干酪乳清废水中的乳糖,进而生产乙醇,获得了较为可观的乙醇产量。并在实验过程中证实K. marxianus可以分解乳糖,形成生物膜,耐受乙醇,将是发酵干酪乳清废水转化为生物乙醇的潜在候选者。乙醇产量取决于底物浓度、pH和温度等参数,目前干酪乳清废水发酵生产乙醇几乎无法与使用甘蔗、玉米淀粉或木质纤维生物质为原料的既定工艺相竞争[88]。
4.2.2 干酪乳清废水发酵产生甲烷
鉴于干酪乳清废水发酵生产沼气的过程简便且具有一定的可行性,成为干酪乳清废水资源化的方法之一。Cruz-Salomón等[65]利用EGSB生物反应器处理干酪乳清废水。当生物反应器在缓冲指数为0.23±0.1、pH为7.22±0.4、温度为26.6±1.4 ℃的条件下运行201 d后,COD去除率可达90%以上,生化甲烷的生产潜力可达到300 mL/g以上。Escalante等[89]在圆柱形聚氯乙烯反应器中对干酪乳清的厌氧单消化及其共消化过程进行了研究。干酪乳清废水通过污水回用和实施厌氧联合消化(ACOD)系统,整个系统的甲烷产量每天可达到469.2 mL/g,有机物中挥发性固形物降解率为81%。目前,可满足乳制品行业的部分能源需求并实现规模化生物转化的工厂大多生产甲烷[90]。
4.2.3 干酪乳清废水发酵产生乳酸
乳酸主要由乳杆菌属、乳球菌属、链球菌属、芽孢杆菌属和肠球菌属的细菌产生。乳糖被乳酸菌产生的β-半乳糖苷酶等酶水解成葡萄糖和半乳糖,然后通过乳糖发酵转化为乳酸。由于干酪乳清废水其蛋白和乳糖含量较高,经酶促水解后,可以用于生产乳酸盐[91]。乳酸盐在食品工业中被广泛用作酸化剂、防腐剂、硬脂酰基-2-1AC-丁酸酯等的前体,并且用于生产聚乳酸和丙烯酸等工业聚合物[92]。Tejayadi等[93]将干酪乳清经超滤处理后所得到的乳清渗透液,经进一步处理、发酵得到乳酸,蒸发处理后可得到85%的乳酸。Liu等[7]利用保加利亚乳杆菌在非无菌条件下和不添加额外营养物质的情况下,水解干酪乳清废水粉末。D-乳酸的平均产率为1.47 g/L/h。
4.2.4 干酪乳清废水发酵产生丙酸
丙酸作为一种广泛应用于化工、食品、医药等行业的中间体[11,94]。现阶段几乎所有的丙酸都是由乙醇和一氧化碳化合得到的。Morales等[95]采用丙酸杆菌发酵干酪乳清中的乳糖生产丙酸。研究结果显示,在丙酸发酵过程中加入一定量的邻碘苯甲酸后,丙酸的产率可提升一倍,而乙酸的产率降低到对照组的30%。吕海棠等[96]利用植物乳杆菌(Lactobacillus plantarum)将乳清中的乳糖发酵成乳酸,再利用丙酸杆菌(Propionibacterium)将乳酸发酵成乙酸和丙酸,结果表明此种方法乳酸的获取率可达到45%以上,丙酸的转化率为5.643%。
4.2.5 干酪乳清废水发酵产生生物聚合物
生物聚合物是由许多重复单元组成的大分子物质,生物聚合物中最普遍的大分子物质包括核酸、蛋白质、碳水化合物、脂质以及最常见的大分子脂和大环等巨大的非聚合分子[97]。它们被广泛应用于各种领域,如食品、包装和医疗保健[98]。
聚羟基烷酸酯(PHB)是由各种微生物从有机底物中产生的聚酯,它们在细胞内积累以达到能量储存的目的[99]。Das等[100]以乳清为原料,利用巨大芽孢杆菌NCIM 5472发酵生产PHB。实验过程中优化了发酵时间、pH、碳氮比(C/N)比等工艺参数,优化后PHB的产量可达到8.29 g/L。Xia等[101]将K.marxianus进行了渗透培养,获得了无活性的生物催化细胞并用于乳糖水解,将出芽芽孢杆菌(A. pululans)与通透化处理后的K. marxianus混合培养,最终从干酪乳清中提取多聚马来酸(PMA)。Fang等[102]直接从干酪乳清中制备的聚合乳清蛋白(PWP)可以作为酸奶增稠剂的一种良好的蛋白质基础。
目前有关生物聚合物的研究主要集中在小规模的实验上,结果是较为可观的,但需要进行工艺参数、实验方案以及控制条件的优化。一些研究学者认为可以使用化学反应(例如,交联、双键水合等)引入进一步的修饰,以产生具有不同热和机械性能的聚合物[103]。在今后的研究中,需进一步加强生物聚合物工程方面的专业知识,需要提高生产生物聚合物的成本效益,创造出新的可生物降解的聚合物。
4.3 其他
现今,化石燃料的大量使用导致燃料资源枯竭和燃料价格上涨,氢气被认为是如今最有潜力的替代燃料。Khorasani等[98]利用含有两种催化剂(MnO2、MgO)和一种添加剂(甲酸)的间歇反应器,将乳制品废水(基于干酪或乳清)进行了超临界水气化(SCWG)处理。这项实验将温度范围控制在350~400 ℃;停留时间控制在30~60 min;催化剂和甲酸的使用量为1wt%、3wt%和5wt%。并考察上述因素对氢气生产的影响。结果表明,温度的升高和停留时间的延长有利于氢气的产生和气化效率的提高。在最佳条件(400 ℃和60 min)下,氢气产率可达到1.36 mmol/gr DAF(干燥无灰基)。
干酪乳清废水中含有硝酸盐和磷酸盐,具有很高的碳氮比。微生物可在C:N合适的条件下选择性地将硝酸盐、羟胺、腈、氨基甲酸酯、甲酰胺、谷氨酸和亚硝酸盐转化为氨[104]。将干酪乳清废水转化为富含氨的生物肥,可有效促进植物生长。这不仅节省能源、时间和空间,同时可减少化肥在农业生产中的使用。Halder等[105]利用一个特制的微生物群落将乳制品废水转化为生物肥料。经田间试验后,该肥料可去除41.83%的硝酸盐和45.83%的磷酸盐,加快氨气生产速率,增加经济作物产量。
5. 结语与展望
干酪乳清废水是生产绿色能源和平台化合物的重要资源,但目前其潜力尚未得到充分开发。本文比较了几种最有前景的干酪乳清废水处理技术,并对每种方法的优缺点进行了评析。目前,干酪乳清废水的处理方式主要包括两个方面:第一,将干酪乳清废水中的有机物回收并加以利用;第二,通过生物转化将干酪乳清废水加工为生物燃料(甲烷、氢气和乙醇)、电能和化学商品(乳酸、丙酸和生物聚合物)。尽管上述方法前景较好,但并不代表干酪乳清废水处理的最终解决方案。其主要原因在于:干酪乳清废水中成分复杂且活性成分浓度相对较低,从而导致回收成本较高,经济效益不显著;生物转化法处理干酪乳清废水的效率较低、时间长、经济花费较大,无法在经济上可持续的扩大。当采取好氧生物处理工艺时,需要高稀释比和水力停留时间。由于干酪乳清废水成分、流速、高乳糖含量的变化和稳定操作条件的不确定性,中小型奶酪制造行业可能无法使用好氧生物处理。此外,由于存在脂肪和活性微生物生物质的潜在冲刷,厌氧操作条件会出现污泥浮选问题。因此,目前干酪乳清废水的处理应实施综合工艺,包括物理、化学和生物工艺的组合,这将是实现干酪乳清废水高效率处理的关键。
干酪乳清废水需要综合应用多种方法来实现其资源化回收利用。在未来,可通过开展下述三个方面的研究来促进干酪乳清废水的大规模资源化利用:开发效率高且低成本的分离工艺回收干酪乳清废水中的有机物,进一步优化现有成本较低的分离工艺,从而提高所回收有机物的利用价值;开发新的干酪乳清废水的生物转化方法,进一步优化现有的工艺技术,以此提高转化效率和产品附加值;对所开发的资源化方法进行经济效益核算,尽可能实现工业化生产,真正实现干酪乳清废水的高值化利用。
-
表 2 干酪乳清废水生物处理方法
Table 2 Biological treatment method of cheese whey wastewater
处理废水类型 实验条件 实验结果 工艺条件 pH T(℃) HRT(d) COD去除率(%) 干酪乳清废水 EGSB 6.82~7.62 25.2~28 6.00~8.00 90 干酪乳清废水 UASB - 33~37 0.50~2.00 80 干酪乳清废水 EGSB 7.56~8.6 30 0.25~8.00 80 干酪乳清废水 IC 7.0~7.5 35 0.20~0.25 80 干酪乳清废水 CSRT+UASB 6.3 31 0.91~2.36 95 注:HRT:水力停留时间;EGSB:膨胀颗粒污泥床;UASB:上流式厌氧污泥床;COD:化学需氧量;IC:内循环生物反应器;CSRT:连续搅拌釜式反应器。  下载: 导出CSV
下载: 导出CSV
表 3 基本控制项目最高允许排放浓度(日均值)
Table 3 Maximum allowable emission concentration of essential control items (daily average)
序号 基本控制项目 一级A标准 一级B标准 1 化学需氧量(COD,mg/L) 50 60 2 生化需氧量(BOD,mg/L) 10 20 3 悬浮物(SS,mg/L) 10 20 4 动植物油(mg/L) 1 3 5 石油类(mg/L) 1 3 6 阴离子表面活性剂(mg/L) 0.5 1 7 总氮(以N计,mg/L) 15 20 8 氨氮(以N计,mg/L) 5(8) 8(15) 9 总磷(以P计,mg/L) 0.5 1 10 色度(稀释倍数,mg/L) 30 30 11 pH 6~9 12 类大肠菌群数(个/L) 103 104 注:下列情况下按去除率指标执行:当进水COD大于350 mg/L时,去除率应大于60%;BOD大于160 mg/L时,去除率应大于50%。氨氮对应行括号外数值为水温>12 ℃时的控制指标,括号内数值为水温≤12 ℃时的控制指标。
下载: 导出CSV
-
[1] YADAV J S S, SONG Y, PILLI S, et al. Cheese whey: A potential resource to transform into bioprotein, functional/nutritional proteins and bioactive peptides[J]. Biotechnology Advances,2015,33(6):756−774. doi: 10.1016/j.biotechadv.2015.07.002
[2] 王文琼, 张兰威, 易华西. 干酪乳清蛋白膜回收技术及膜污染问题研究进展[J]. 食品与发酵工业,2017,43(2):265−273. [WANG W Q, ZHANG L W, YI H X. Research progress of cheese whey protein membrane recovery technology and membrane pollution[J]. Food and Fermentation Industry,2017,43(2):265−273. doi: 10.13995/j.cnki.11-1802/ts.201702045 [3] GAURAV P, ABHIJEET J. Riboflavin as an internal marker for spoilage and adulteration detection in milk[J]. Food Chemistry,2021,357:129742−129742. doi: 10.1016/j.foodchem.2021.129742
[4] 杨晓丽, 翟丹云, 刘恭. 干酪素制作方法、应用现状及发展前景[J]. 农业科技与信息,2018(13):50−52. [YANG X L, ZHAI D Y, LIU G. Production methods, application status and development prospect of casein[J]. Information of Agricultural Science and Technology,2018(13):50−52. doi: 10.15979/j.cnki.cn62-1057/s.2018.13.019 [5] WOJCIECH D, RADOSłAW Ż, PAWEł M. Evaluation of energy consumption during aerobic sewage sludge treatment in dairy wastewater treatment plant[J]. Environmental Research,2017,153:135−139. doi: 10.1016/j.envres.2016.12.001
[6] MONTECCHIO D, YUAN Y, MALPEI F. Hydrogen production dynamic during cheese whey dark fermentation: New insights from modelization[J]. International Journal of Hydrogen Energy,2018,43(37):17588−17601. doi: 10.1016/j.ijhydene.2018.07.146
[7] LIU P, ZHENG Z, XU Q, et al. Valorization of dairy waste for enhanced D-lactic acid production at low cost[J]. Process Biochemistry,2018,71:18−22. doi: 10.1016/j.procbio.2018.05.014
[8] WENZEL J, FUENTES L, CABEZAS A, et al. Microbial fuel cell coupled to biohydrogen reactor: A feasible technology to increase energy yield from cheese whey[J]. Bioprocess and Biosystems Engineering,2017,40(6):807−819. doi: 10.1007/s00449-017-1746-6
[9] VIVEKANAND V, DANIEL G M, VINCENT G E, et al. Synergistic effects of anaerobic co-digestion of whey, manure and fish ensilage[J]. Bioresource Technology,2018,249:35−41. doi: 10.1016/j.biortech.2017.09.169
[10] VASSILEV I, HERNANDEZ P A, BATLLE V P, et al. Microbial electrosynthesis of isobutyric, butyric, caproic acids, and corresponding alcohols from carbon dioxide[J]. ACS Sustainable Chemistry & Engineering,2018,6(7):8485−8493.
[11] ASUNIS F, De G G, DESSÌ P, et al. The dairy biorefinery: Integrating treatment processes for cheese whey valorisation[J]. Journal of Environmental Management,2020,276:111240. doi: 10.1016/j.jenvman.2020.111240
[12] CARTER B G, FOEGEDING E A, DRAKE M A. Invited review: Astringency in whey protein beverages[J]. Journal of Dairy Science,2020,103(7):5793−5804. doi: 10.3168/jds.2020-18303
[13] ZOUARI A, BRIARD-BION V, GAUCHERON F, et al. Effect of pH on the physicochemical characteristics and the surface chemical composition of camel and bovine whey protein’s powders[J]. Food Chemistry,2020,333(prepublish):127514.
[14] MICHAEL P R, GARY W. The biotechnological potential of whey[J]. Reviews in Environmntal Science and Biotechnology,2016,15(3):479−498. doi: 10.1007/s11157-016-9402-1
[15] DANIELLE C S, ADRIANO H D N R, STELA A U, et al. Buffalo milk composition, processing factors, whey constituents recovery and yield in manufacturing Mozzarella cheese[J]. Food Science and Technology,2017,38(2):328−334. doi: 10.1590/1678-457x.04317
[16] 王慧民. 干酪素复合材料的制备及其对亚甲基蓝吸附性能的研究[D]. 青岛: 青岛大学, 2021. WANG H M. Preparation of casein composites and their adsorption properties for methylene blue[D]. Qingdao: Qingdao University, 2021.
[17] HANBIN L, KYEUN K N, DAESEUNG J, et al. Flammability characteristics and mechanical properties of casein based polymeric composites[J]. Polymers,2020,12(9):2078. doi: 10.3390/polym12092078
[18] ZHOU X F, ZHENG Y R, ZHONG Y, et al. Casein-hempseed protein complex via cross-link catalyzed by transglutaminase for improving structural, rheological, emulsifying and gelation properties[J]. Food Chemistry,2022,383:132366. doi: 10.1016/j.foodchem.2022.132366
[19] DIAS G J, HATHTHOTUWA T N, ROWLANDS D S, et al. Wool keratin-A novel dietary protein source: Nutritional value and toxicological assessment[J]. Food Chemistry,2022,383:132436. doi: 10.1016/j.foodchem.2022.132436
[20] 高彩雯, 罗龙龙, 任卫合, 等. 牛乳中A-2β-酪蛋白功效特点及其检测方法研究进展[J]. 黑龙江畜牧兽医,2022(3):19−24. [GAO C W, LUO L L, REN W H, et al. Research progress on efficacy characteristics of A-2β-casein in cow milk and its detection method[J]. Heilongjiang Animal Husbandry and Veterinary Medicine,2022(3):19−24. [21] 刘永峰, 张薇, 刘婷婷, 等. 乳蛋白中乳清蛋白与酪蛋白组成、特性及应用的研究进展[J]. 食品工业科技,2020,41(23):354−358. [LIU Y F, ZHANG W, LIU T T, et al. Research progress on composition, characteristics and application of whey protein and casein in milk protein[J]. Science and Technology of Food Industry,2020,41(23):354−358. doi: 10.13386/j.issn1002-0306.2019080220 [22] 张丽娜, 周鹏. 浅论乳糖功能研发应用[J]. 中国乳业,2020(4):84−88. [ZHANG L, ZHOU P. On the research, development and application of lactose function[J]. China Dairy Industry,2020(4):84−88. doi: 10.16172/j.cnki.114768.2020.04.018 [23] O'CONNELL J M, CALLAN J J, O'DOHERTY J V. The interaction between cereal type and lactose level on piglet performance and diet digestibility post weaning[J]. Animal Science,2005,81(2):265−269. doi: 10.1079/ASC42030265
[24] 胡茗昕. 乳糖旋光度研究[J]. 科技与创新,2016(3):95. [HU M X. Study on the rotation of lactose[J]. Technology and Innovation,2016(3):95. doi: 10.15913/j.cnki.kjycx.2016.03.095 [25] SINGH R P, PAYAL S, VIVEK S, et al. Traditional analytical approaches for lactose residues determination in lactose hydrolysed milks: A review[J]. LWT,2021,151:112069. doi: 10.1016/j.lwt.2021.112069
[26] PORTNOY M, BARBANO D M. Lactose: Use, measurement, and expression of results[J]. Journal of Dairy Science,2021,104(7):8314−8325. doi: 10.3168/jds.2020-18706
[27] 郑义. 低聚半乳糖的酶法合成及其功能特性的研究[D]. 北京: 北京工商大学, 2020. ZHENG Y. Enzymatic synthesis and functional characteristics of galactose oligomer[D]. Beijing: Beijing Technology and Business University, 2020.
[28] 王蓓, 唐艳斌, 张炎, 等. 牛乳中乳清蛋白质的功能活性研究进展[J]. 中国食品学报,2021,21(9):366−373. [WANG B, TANG Y B, ZHANG Y, et al. Research progress on functional activity of whey protein in milk[J]. Chinese Journal of Food,2021,21(9):366−373. doi: 10.16429/j.1009-7848.2021.09.040 [29] RAHIMI A S, OTZEN D E, MAHMOODI N M, et al. Adsorption of azo dyes by a novel bio-nanocomposite based on whey protein nanofibrils and nano-clay: Equilibrium isotherm and kinetic modeling[J]. Journal of Colloid and Interface Science,2021,602:490−503. doi: 10.1016/j.jcis.2021.05.174
[30] 陈泽珊. 乳清蛋白的功能特性分析及在乳制品中的应用研究[J]. 食品安全导刊,2021(30):186−187. [CHEN Z S. Functional characteristics of whey protein and its application in dairy products[J]. Food Safety Guide,2021(30):186−187. doi: 10.3969/j.issn.1674-0270.2021.30.spaqdk202130107 [31] FOURNAISE T, BURGAIN J, PERROUD-THOMASSIN C, et al. Impact of the whey protein/casein ratio on the reconstitution and flow properties of spray-dried dairy protein powders[J]. Powder Technology,2021,391:275−281. doi: 10.1016/j.powtec.2021.06.026
[32] 宋博, 张雨萌, 逄晓阳, 等. 膜技术在乳品加工行业中的研究进展[J]. 乳业科学与技术,2021,44(6):39−44. [SONG B, ZHANG Y M, QI X Y, et al. Research progress of membrane technology in dairy processing industry[J]. Dairy Science and Technology,2021,44(6):39−44. doi: 10.15922/j.cnki.jdst.2021.06.008 [33] 邓永飞, 刘涛, 吴海铨, 等. 食品工业废水处理技术研究进展[J]. 工业水处理,2021,41(10):1−7, 13. [DENG Y F, LIU T, WU H Q, et al. Research progress on wastewater treatment technology in food industry[J]. Industrial Water Treatment,2021,41(10):1−7, 13. doi: 10.19965/j.cnki.iwt.2020-0815 [34] 姜涛, 王帅, 单德臣, 等. 对膜技术在乳品废水处理中应用的几点探讨[J]. 当代化工研究,2021(1):105−106. [JIANG T, WANG S, SHAN D C, et al. Discussion on the application of membrane technology in dairy wastewater treatment[J]. Contemporary Chemical Research,2021(1):105−106. doi: 10.3969/j.issn.1672-8114.2021.01.048 [35] 张宏杰. 耦合膜分离技术在低乳糖奶粉方面的应用[D]. 杭州: 浙江工业大学, 2020. ZHANG H J. Application of coupling membrane separation technology in low lactose milk powder[D]. Hangzhou: Zhejiang University of Technology, 2020.
[36] 房天琪. 液态浓缩乳清蛋白的制备与功能特性修饰及应用研究[D]. 沈阳: 吉林大学, 2019. FANG T Q. Preparation and functional characteristic modification and application of liquid whey protein concentrate[D]. Shenyang: Jilin University, 2019.
[37] 齐鲁. 渗透汽化膜的水处理应用研究[D]. 北京: 北京化工大学, 2021. QI L. Application of water treatment of permeable vaporization membrane[D]. Beijing: Beijing University of Chemical Technology, 2021.
[38] 卫新来. 电渗析技术在化学品分离纯化中的应用研究[D]. 合肥: 中国科学技术大学, 2021. WEI X L. Application of electrodialysis technology in chemical separation and purification[D]. Hefei: University of Science and Technology of China, 2021.
[39] 王祎. 人乳、牛乳低聚糖分离纯化及促进Lactobacillus fermentum CECT 5716生长研究[D]. 天津: 天津科技大学, 2020 WANG Y. Isolation and purification of human milk and cow milk oligosaccharides and promotion of the growth of Lactobacillus fermentum CECT 5716[D]. Tianjin: Tianjin University of Science and Technology, 2020.
[40] 刘选东. 基于膜分离技术的低乳糖牛乳制备[D]. 合肥: 安徽农业大学, 2016. LIU X D. Preparation of low lactose bovine milk based on membrane separation technology[D]. Hefei: Anhui Agricultural University, 2016.
[41] MANSOR E S, A LI E A, SHABAN A M. Tight ultrafiltration polyether sulfone membrane for cheese whey wastewater treatment[J]. Chemical Engineering Journal,2021,407:127175. doi: 10.1016/j.cej.2020.127175
[42] MIAO R, MA B, LI P, et al. Mitigation mechanism of ozonation in the casein fouling of ultrafiltration membranes: Possible application in dairy wastewater treatment[J]. Journal of Membrane Science, 2021, 629: 119307.
[43] 李亚萍, 罗丽, 崔广智, 等. 干酪素生产废水回收工艺的优化研究[J]. 甘肃科技纵横,2021,50(1):28−30. [LI Y P, LUO L, CUI G Z, et al. Study on optimization of recovery process of casein production wastewater[J]. Gansu Science and Technology,2021,50(1):28−30. [44] 甘伯中, 敏文祥, 侯晓东, 等. 在干酪素生产废水中应用膜滤连续提取的方法: 中国, CN100595207C[P]. 2010-03-24. GAN B Z, MIN W X, HOU X D, et al. Method of continuous extraction of membrane filtration in casein production wastewater: China, CN100595207C[P]. 2010-03-24.
[45] ANDRADE L H, MENDES F D S, ESPINDOLA J C, et al. Nanofiltration as tertiary treatment for the reuse of dairy wastewater treated by membrane bioreactor[J]. Separation and Purification Technology,2014,126:21−29. doi: 10.1016/j.seppur.2014.01.056
[46] BOBROVA A V, OSTRETSOVA N G. Prospects for use of nanofiltration buttermilk and whey concentrates in the technology of fermented milk products with an increased mass fraction of protein[J]. IOP Conference Series:Earth and Environmental Science,2021,624(1):012137. doi: 10.1088/1755-1315/624/1/012137
[47] SANGITA B, SUBHASHIS G, SIDDHARTHA D, et al. Studies on ultrafiltration of casein whey using a rotating disk module: Effects of pH and membrane disk rotation[J]. Desalination,2005,195(1):95−108.
[48] GALANAKIS C M, CHASIOTIS S, BOTSARIS G, et al. Separation and recovery of proteins and sugars from Halloumi cheese whey[J]. Food Research International,2014,65:477−483. doi: 10.1016/j.foodres.2014.03.060
[49] 余群力, 韩玲, 敏文祥. 一种从曲拉干酪素工业废弃液中回收乳清蛋白的工艺: 中国, 200610105264[P]. 2007-07-11. YU Q L, HAN L, MIN W X. A process for recovering whey protein from the waste liquid of kotra casein industry: China, 200610105264[P]. 2007-07-11.
[50] KOYUNCU I, TURAN M, TOPACIK D, et al. Application of low pressure nanofiltration membranes for the recovery and reuse of dairy industry effluents[J]. Water Science and Technology,2000,41(1):213−221. doi: 10.2166/wst.2000.0031
[51] 徐蕴桃, 孙颜君, 刘振民, 等. 酪乳的成分, 应用及酪乳中乳脂肪球膜分离技术研究进展[J]. 食品与发酵工业, 2021, 47(24): 314-322. XU Y T, SUN Y J, LIU Z M, et al. Research progress on composition, application and separation technology of milk fat globule membrane in buttermilk[J]. Food and Fermentation Industry,2021, 47(24): 314-322.
[52] RAJESHREE A K, PARAG R G. Optimization of ultrafiltration of whey using Taguchi method for maximizing recovery of lactose[J]. Separation and Purification Technology,2020:248.
[53] 李涛. 从牛奶乳清液中提取乳糖与异构化乳糖的研究[J]. 中国乳业,2004(12):50−51. [LI T. Study on the extraction of lactose and isomerized lactose from milk whey[J]. China Dairy Industry,2004(12):50−51. doi: 10.3969/j.issn.1671-4393.2004.12.021 [54] 王海, 张永锋, 马宁, 等. 纳滤技术回收乳制品废水中乳糖的研究[J]. 化学工程,2009,37(4):45−48. [WANG H, ZHANG Y F, MA N, et al. Study on lactose recovery from dairy wastewater by nanofiltration technology[J]. Chemical Engineering,2009,37(4):45−48. doi: 10.3969/j.issn.1005-9954.2009.04.013 [55] ROSANE R D S, ROSÂNGELA B, SÍLVIO C D C, et al. Recovery and purification of lactose from whey[J]. Chemical Engineering & Processing: Process Intensification,2010,49(11):1137−1143.
[56] 袁兆丰, 杨秀梅, 王丹. 乳制品中A1β-酪蛋白, A2β-酪蛋白含量的测定[J]. 中国乳业,2022(4):77−81. [YUAN Z F, YANG X M, WANG D. Determination of A1β-casein and A2β-casein content in dairy products[J]. China Dairy,2022(4):77−81. doi: 10.12377/1671-4393.22.04.15 [57] 洪和琪. 乳制品废水处理技术研究进展[J]. 沈阳大学学报(自然科学版),2016,28(3):203−205. [HONG H Q. Research progress on dairy wastewater treatment technology[J]. Journal of Shenyang University (Natural Science Edition),2016,28(3):203−205. doi: 10.16103/j.cnki.21-1583/n.2016.03.007 [58] 王京. 絮凝沉降处理乳业废水的研究[J]. 北方环境,2010,22(6):65−67. [WANG J. Study on the treatment of dairy wastewater by flocculation and sedimentation[J]. Northern Environment,2010,22(6):65−67. [59] ADEL A, ASSIA K, MARWA B, et al. Treatment of dairy wastewater by electrocoagulation using A-U4G (2017-Al) alloy and pure aluminum as electrode material[J]. Euro-Mediterranean Journal for Environmental Integration,2021,6(1):1−10. doi: 10.1007/s41207-020-00207-6
[60] MARKOU V, KONTOGIANNI M C, FRONTISTIS Z, et al. Electrochemical treatment of biologically pre-treated dairy wastewater using dimensionally stable anodes[J]. Journal of Environmental Management,2017,202(1):217−224.
[61] 晁雷, 赵晓光, 李晓东, 等. 国内外乳制品工业废水生物处理技术研究进展[J]. 江苏农业科学,2014,42(1):1−4. [CHAO L, ZHAO X G, LI X D, et al. Research progress of biological treatment technology of dairy industry wastewater at home and abroad[J]. Jiangsu Agricultural Science,2014,42(1):1−4. doi: 10.3969/j.issn.1002-1302.2014.01.001 [62] HEAVEN M W, WILD K, VERHEYEN V, et al. Seasonal and wastewater stream variation of trace organic compounds in a dairy processing plant aerobic bioreactor[J]. Bioresource Technology,2011,102(17):7727−7736. doi: 10.1016/j.biortech.2011.06.002
[63] BISWAS T, BHUSHAN S, PRAJAPATI S K, et al. An eco-friendly strategy for dairy wastewater remediation with high lipid microalgae-bacterial biomass production[J]. Journal of Environmental Management,2021,286:112196. doi: 10.1016/j.jenvman.2021.112196
[64] RIVAS J, PRAZERES A R, CARVALHO F, et al. Treatment of cheese whey wastewater: Combined coagulation-flocculation and aerobic biodegradation[J]. Journal of Agricultural and Food Chemistry,2010,58(13):7871−7877. doi: 10.1021/jf100602j
[65] CRUZ-SALOMÓN A, RÍOS-VALDOVINOS E, POLA-ALBORES F, et al. Treatment of cheese whey wastewater using an expanded granular sludge bed (EGSB) bioreactor with biomethane production[J]. Processes,2020,8(8):931. doi: 10.3390/pr8080931
[66] KIM J, CHOI H, LEE C. Formation and characterization of conductive magnetite-embedded granules in up flow anaerobic sludge blanket reactor treating dairy wastewater[J] Bioresource Technology, 2021, 345: 126492-126492.
[67] RAMOS L R, DE M C A, SOARES L A, et al. Controlling methane and hydrogen production from cheese whey in an EGSB reactor by changing the HRT[J]. Bioprocess and Biosystems Engineering,2020,43(4):673−684. doi: 10.1007/s00449-019-02265-9
[68] CHARALAMBOUS P, SHIN J, SHIN S G, et al. Anaerobic digestion of industrial dairy wastewater and cheese whey: Performance of internal circulation bioreactor and laboratory batch test at pH5~6[J]. Renewable Energy,2020,147:1−10. doi: 10.1016/j.renene.2019.08.091
[69] STAMATELATOU K, GIANTSIOU N, DIAMANTIS V, et al. Biogas production from cheese whey wastewater: Laboratory-and full-scale studies[J]. Water Science and Technology,2014,69(6):1320−1325. doi: 10.2166/wst.2014.029
[70] 张博, 邓蕾, 钱江枰, 等. 厌氧生物处理技术的研究进展及其绿色化发展[J]. 浙江化工,2020,51(10):42−46,50. [ZHANG B, DENG L, QIAN J L, et al. Research progress and green development of anaerobic biological treatment technology[J]. Zhejiang Chemical Industry,2020,51(10):42−46,50. doi: 10.3969/j.issn.1006-4184.2020.10.009 [71] KARADAG D, KÖROĞLU O E, OZKAYA B, et al. A review on anaerobic biofilm reactors for the treatment of dairy industry wastewater[J]. Process Biochemistry,2015,50(2):262−271. doi: 10.1016/j.procbio.2014.11.005
[72] PAÇAL M, SEMERCI N, ÇALLI B. Treatment of synthetic wastewater and cheese whey by the anaerobic dynamic membrane bioreactor[J]. Environmental Science and Pollution Research,2019,26(32):32942−32956. doi: 10.1007/s11356-019-06397-z
[73] 李鹏芳, 刘梦, 张科亭, 等. 厌氧膜生物反应器对乳品废水处理效果的研究[J]. 四川环境,2018,37(5):12−18. [LI P F, LIU M, ZHANG K T, et al. Study on the effect of anaerobic membrane bioreactor on the treatment of dairy wastewater[J]. Sichuan Environment,,2018,37(5):12−18. [74] AL-SANED A J O, KITAFA B A, BADDAY A S. Microbial fuel cells (MFC) in the treatment of dairy wastewater[J]. IOP Conference Series:Materials Science and Engineering,2021,1067(1):012073. doi: 10.1088/1757-899X/1067/1/012073
[75] SREEDHARAN S, PAWELS R. Feasibility study on treatment of coconut industry wastewater and bioenergy production using microbial fuel cell (MFC)[J]. International Journal of Environmental Science and Technology,2021:1−10.
[76] HUANG J P, LIU L L, SHAO Y M, et al. Study on cultivation and morphology of granular sludge in improved methanogenic UASB[J]. Applied Mechanics and Materials,2012,1976(209-211):1152−1157.
[77] 乌日汗. 乳清饮料抑制高血脂功能及其产业化研究[D]. 呼和浩特: 内蒙古大学, 2021. WU R H. Study on the function of whey beverage in inhibiting hyperlipidemia and its industrialization[D]. Hohhot: Inner Mongolia University, 2021.
[78] ZHANG Y, YAN L, CHI L, et al. Startup and operation of anaerobic EGSB reactor treating palm oil mill effluent[J]. Journal of Environmental Sciences,2008,20(6):658−663. doi: 10.1016/S1001-0742(08)62109-9
[79] 张超杰, 杨春燕, 殷昊, 等. 乳制品加工废水的深度处理及资源回用研究进展与策略[J/OL]. 食品工业科技: 1−14[2022-02-15]. http://kns.cnki.net/kcms/detail/11.1759.TS.20220210.1551.003.html. ZHANG C J, YANG C Y, YIN H, et al. Research progress and strategy of advanced treatment and resource reuse of dairy processing wastewater[J/OL]. Food Industry Technology: 1−14[2022-02-15]. http://kns.cnki.net/kcms/detail/11.1759.TS.20220210.1551.003.html.
[80] 于容朴, 孙迎雪, 胡洪营. 乳品行业废水处理及中水回用[J]. 河南科技,2020(23):99−101. [YU S P, SUN Y X, HU H Y. Wastewater treatment and reclaimed water reuse in dairy industry[J]. Henan Science and Technology,2020(23):99−101. [81] TELLABATI V M, SHAH R K. Microbiological study of synbiotic fermented whey drink[J]. Research Journal of Animal Husbandry & Dairy Science,2017,8(1):1−7.
[82] VIDRA A, TÓTH A J, NÉMETH Á. Complex whey utilization: The propionic acid alternative[J]. Liquid Waste Recovery 2017, 2(1): 9-12.
[83] PANDEY A, SRIVASTAVA S, RAI P, et al. Cheese whey to biohydrogen and useful organic acids: A non-pathogenic microbial treatment by L. acidophilus[J]. Scientific Reports,2019,9(1):1−9. doi: 10.1038/s41598-018-37186-2
[84] 岳岩, 杨洁, 陈啸, 等. 不同品种乳清粉的饲料加工特性差异分析[J]. 饲料工业,2016,37(11):10−15. [YUE Y, YANG J, CHEN X, et al. Analysis on differences of feed processing characteristics of different varieties of whey powder[J]. Feed Industry,2016,37(11):10−15. doi: 10.13302/j.cnki.fi.2016.11.002 [85] SAMPAIO F C, DE F J T, DA S M F, et al. Cheese whey permeate fermentation by Kluyveromyces lactis: A combined approach to wastewater treatment and bioethanol production[J]. Environmental Technology,2019,41(24):1−26.
[86] AZBAR N, DOKGOZ F T, KESKIN T, et al. Comparative evaluation of bio-hydrogen production from cheese whey wastewater under thermophilic and mesophilic anaerobic conditions[J]. International Journal of Green Energy,2009,6(2):192−200. doi: 10.1080/15435070902785027
[87] PENDÓN M D, MADEIRA J V, ROMANIN D E, et al. A biorefinery concept for the production of fuel ethanol, probiotic yeast, and whey protein from a by-product of the cheese industry[J]. Applied Microbiology and Biotechnology,2021,105(9):1−13.
[88] KOUTINAS A A, VLYSIDIS A, PLEISSNER D, et al. Valorization of industrial waste and by-product streams via fermentation for the production of chemicals and biopolymers[J]. Chemical Society Reviews,2014,43(8):2587−627. doi: 10.1039/c3cs60293a
[89] ESCALANTE-HERNÁNDEZ H, CASTRO-MOLANO L, BESSON V, et al. Feasibility of the anaerobic digestion of cheese whey in a Plug Flow Reactor (PFR) under local conditions[J]. Ingeniería, Investigación Y Tecnología,2017,18(3):264−277.
[90] SOFOKLEOUS M, CHRISTOFI A, MALAMIS D, et al. Bioethanol and biogas production: An alternative valorisation pathway for green waste[J]. Chemosphere,2022,296:133970−133970. doi: 10.1016/j.chemosphere.2022.133970
[91] MABROUKI J, ABBASSI M A, KHIARI B, et al. The dairy biorefinery: Integrating treatment process for Tunisian cheese whey valorization[J]. Chemosphere,2022,293:133567−133567. doi: 10.1016/j.chemosphere.2022.133567
[92] CHANDRA R, CASTILLO-ZACARIAS C, DELGADO P, et al. A biorefinery approach for dairy wastewater treatment and product recovery towards establishing a biorefinery complexity index[J]. Journal of Cleaner Production,2018,183:1184−1196. doi: 10.1016/j.jclepro.2018.02.124
[93] TEJAYADI S, CHERYAN M. Lactic acid from cheese whey permeate. Productivity and economics of a continuous membrane bioreactor[J]. Applied Microbiology and Biotechnology,1995,43(2):242−248. doi: 10.1007/BF00172819
[94] PIRES A F, MARNOTES N G, BELLA A, et al. Use of ultrafiltrated cow's whey for the production of whey cheese with Kefir or probiotics[J]. Journal of the Science of Food and Agriculture,2020,101(2):555−563.
[95] MORALES J, CHOI J S, KIM D S. Production rate of propionic acid in fermentation of cheese whey with enzyme inhibitors[J]. Environmental Progress & Sustainable Energy,2006,25(3):228−234.
[96] 吕海棠, 韩爱霞, 王兆谦, 等. 乳清发酵法制备乙酸[J]. 安徽农业科学,2011,39(32):20038−20040. [LÜ H T, HAN A X, WANG Z Q, et al. Preparation of acetic acid by whey fermentation[J]. Anhui Agricultural Science,2011,39(32):20038−20040. doi: 10.3969/j.issn.0517-6611.2011.32.146 [97] BARANWAL J, BARSE B, FAIS A, et al. Biopolymer: A sustainable material for food and medical applications[J]. Polymers,2022,14(5):983. doi: 10.3390/polym14050983
[98] KHORASANI R, KHODAPARASTI M S, TAVAKOLI O. Hydrogen production from dairy wastewater using catalytic supercritical water gasification: Mechanism and reaction pathway[J]. International Journal of Hydrogen Energy,2021,46(43):22368−22384. doi: 10.1016/j.ijhydene.2021.04.089
[99] GEORGE A, SANJAY M R, SRISUK R, et al. A comprehensive review on chemical properties and applications of biopolymers and their composites[J]. International Journal of Biological Macromolecules,2020,154:329−338. doi: 10.1016/j.ijbiomac.2020.03.120
[100] DAS S, MAJUMDER A, SHUKLA V, et al. Biosynthesis of poly (3-hydroxybutyrate) from cheese whey by Bacillus megaterium NCIM 5472[J]. Journal of Polymers and the Environment,2018,26(11):4176−4187. doi: 10.1007/s10924-018-1288-2
[101] XIA J, HE J, XU J, et al. Direct conversion of cheese whey to polymalic acid by mixed culture of Aureobasidium pullulans and permeabilized Kluyveromyces marxianus[J]. Bioresource Technology,2021,337:125443. doi: 10.1016/j.biortech.2021.125443
[102] FANG T Q, GUO M R. Physicochemical, texture properties, and microstructure of yogurt using polymerized whey protein directly prepared from cheese whey as a thickening agent[J]. Journal of Dairy Science,2019,102(9):7884−7894. doi: 10.3168/jds.2018-16188
[103] SIRACUSA V, KARPOVA S, OLKHOV A, et al. Gas transport phenomena and polymer dynamics in PHB/PLA blend films as potential packaging materials[J]. Polymers,2020,12(3):647. doi: 10.3390/polym12030647
[104] SAHA S, MANDAL N K, MANDAL T. The bacterial biodegradation of soil lecithin into biofertilizer catalyzed by plant micro nutrients-molybdenum, manganese, and zinc ions[J]. Biocatalysis and Agricultural Biotechnology,2019,20:101201. doi: 10.1016/j.bcab.2019.101201
[105] HALDER N, GOGOI M, SHARMIN J, et al. Microbial consortium based conversion of dairy effluent into biofertilizer[J]. Journal of Hazardous, Toxic, and Radioactive Waste,2020,24(1):04019039. doi: 10.1061/(ASCE)HZ.2153-5515.0000486
-
期刊类型引用(3)
1. 李巧莲,罗景阳,周长民,王岩松,袁帅,李娇,刘鑫,张承昕. 超高效液相色谱-四级杆/静电场轨道阱高分辨质谱法测定6种水果和蔬菜中41种农药残留. 中国食品添加剂. 2025(02): 143-153 .  百度学术
百度学术
2. 李巧莲,王岩松,罗景阳,宣彤. 液相色谱串联三重四极杆复合线性离子阱质谱法测定水果和蔬菜中43种杀菌剂残留量. 食品与机械. 2024(07): 53-62 . 百度学术
3. 扈斌,蒋康丽,连思雨,崔宗岩,范春林,王明林,陈辉,连玉晶,吕美玲,王雯雯. 自动QuEChERS结合液相色谱-串联质谱法测定香叶中的212种农药残留. 食品安全质量检测学报. 2022(04): 1114-1122 . 百度学术
其他类型引用(2)
 下载:
下载:

计量
- 文章访问数:
- HTML全文浏览量:
- PDF下载量:
- 被引次数: 5



